

- 暂时还没有文章
电泵汽机组管式冷油器更换吊装方案分析
电泵汽机组管式冷油器更换吊装方案分析,通过对热电厂#1机组电动给水泵汽机组管式冷油器吊装作业的过程设计,分析了在火电厂厂房内空间狭小的区域内吊装较重设备的一些注意事项,提出了切实可行的吊装方案,优化了吊装工艺流程,强化了吊装前的准备工作,从而提高了吊装的安全性,缩短了施工工期,为此类狭小空间内吊装作业的组织开展积累了较详细的经验,值得同行借鉴。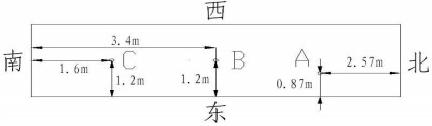
热电厂1号机组电动给水泵的润滑油冷却器的冷却效果不好,给电泵的正常备用及运行带来很大的安全隐患。经蓝巢维护项目部汽机业人员多次对电泵耦合器润滑油、工作油汽机组管式冷油器多次查漏,汽机组管式冷油器含水量时有好转,现已堵管数量超过汽机组管式冷油器总管数量的15%,已超出规定值5个百分点。2012年11月21日,维护部在巡检中发现电泵耦合器内润滑油油位突然上涨,经分析认为电泵润滑油汽机组管式冷油器管束再次发生漏泄,造成冷却水进入油内,致使电泵耦合器油位上涨。由于呼热#1机电泵润滑油油质长期不合格,导致日常的维护工作量增大,需配备人进行该设备的滤油工作。为保证电泵正常备用及运行安全性,减少维护人员的工作量,经上级部门批准更换#1机电泵润滑油、工作油汽机组管式冷油器。更换汽机组管式冷油器工作重在吊装,吊装顺利完成是整件工作的主体,同时它也是检修工期的一个关键节点。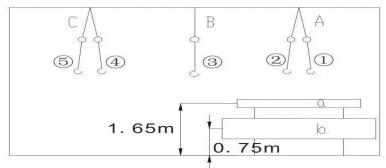
1.工程概况
1.1主要设备表
需要更换吊装的设备总体上呈细长圆柱型,其详细参数见下表:
表1需更换的设备表
设备名称 编号 外形尺寸(长)/m重量/t
润滑油汽机组管式冷油器 a 3.00.766
工作油汽机组管式冷油器 b 4.62.216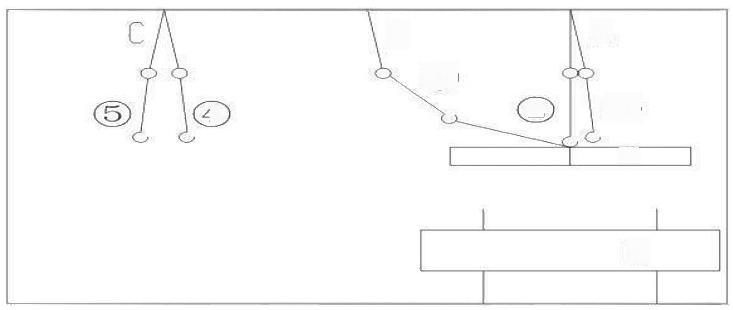
1.2工程特点
汽机组管式冷油器体积尺寸不算大,大重量接近2.5吨,但是设备的安装位置十分狭窄,周围还有转圈布置的冷却水(油)管道、阀门和电控柜等,如果稍一疏忽,极易出现吊出物碰坏管道、阀门的设备的事故,所以吊装时一定要精心细作,充分准备,严格执行设备项吊装方案,做好安全保护措施。
2.吊装施工前应具备的条件
2.1技术准备
2.1.1参加吊装施工的有关人员经过业培训合格,吊装责任人向全体人员进行了吊装技术交底,安全责任人员负责向所有参加吊装施工的人员进行安全教育。
2.1.2土建业要提供汽机组管式冷油器上方6.8米受力载荷,保证设计吊点强度。
2.1.3各项工具按规定位置架设妥当,吊装的安全质量保证体系人员到位。
2.2现场准备
2.2.1影响设备吊装的障碍物已拆除,运输路线及吊点钻孔已按要求处理合格,路线畅通。
2.2.2所有吊装倒链已按吊装平面布置图所规定的位置顺序摆放到位。
2.2.3吊点设计在汽机组管式冷油器上方6.8层开孔,孔径50m。共三处,具体如图所示:A、B、C三处吊点方位,如图2-1。
图2-1吊装孔开孔位置示意图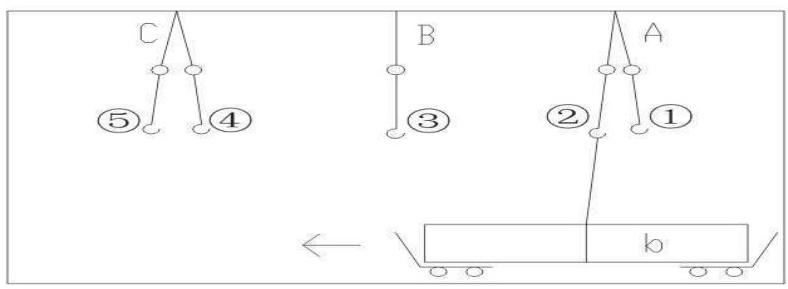
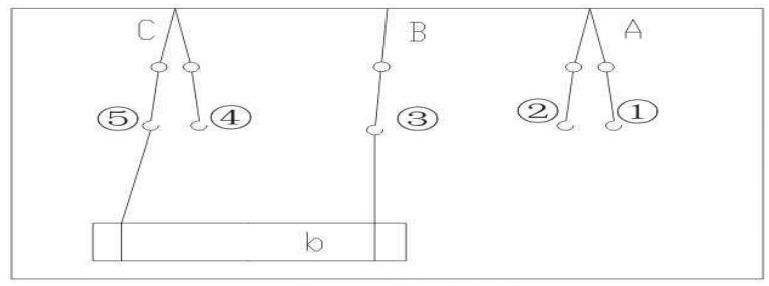
吊链悬挂:吊点A处两台倒链①-1t倒链、②-5t倒链;吊点B处一台倒链③-2t倒链;吊点C处两台倒链④-5t倒链、⑤-2t倒链,如图2-2。
图2-2倒链布置示意图
2.3机具准备
2.3.1倒链、钢丝绳、绳扣、卸扣已按规定检查合格。
2.4其它准备
2.4.1设备捆绑形式按吊装现场情况而定并经检验合格。
2.4.2设备基础上垫铁等附件要及时拆除。
2.4.3各项安全措施得到落实,符合有关安全文件的规定。
3.吊装工艺流程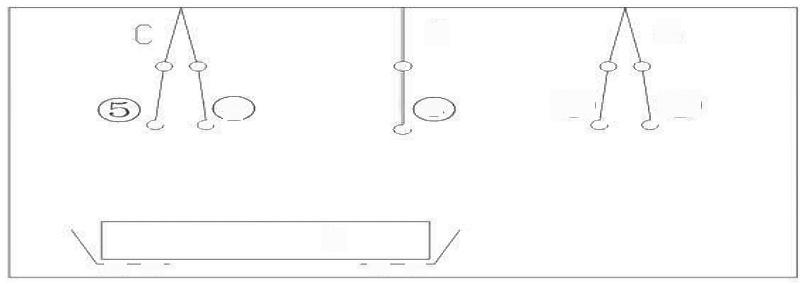
3.1润滑油汽机组管式冷油器a吊装
3.1.1用A点处的倒链②吊起a汽机组管式冷油器(润滑油汽机组管式冷油器),捆绑点在汽机组管式冷油器重心处。调离地面1.7米并超过冷却水阀门时用B点的倒链③挂住该汽机组管式冷油器捆绑点,准备空中换位夺吊,如图3-1.
图3-1A点起吊换到B点示意图
3.1.2在B点倒链③夺吊时,用A点的倒链1吊住a汽机组管式冷油器尾部,以保证其整体平衡,如图3-2。
图3-8搬运示意图
3.2.3利用液压车把汽机组管式冷油器运抵吊点C下方,准备吊装,如图3-9。
图3-9准备就绪位置示意图
3.2.4用C点的倒链⑤吊住汽机组管式冷油器b的前方,用B点的倒链③吊住汽机组管式冷油器b的尾部,准备起吊,如图3-10.
图3-10两点起吊示意图
3.2.5用C点的倒链⑤吊住汽机组管式冷油器前部直到其前部距地0.8m时,用B点的倒链③吊住冷油
器尾部直至其尾部稍离地面,使整个汽机组管式冷油器脱离液压车,其前方高度超过地面的冷却水阀门高度,如图3-11。
图3-11起吊位置示意图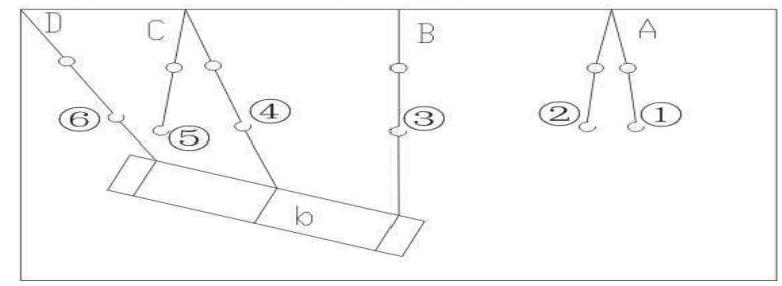
3.2.6用D点的倒链⑥斜牵引吊住汽机组管式冷油器b的前部,C点的倒链④吊住汽机组管式冷油器的重心处,开始牵引起吊。整个过程要求倒链④逐步起吊汽机组管式冷油器,倒链⑥牵引吃力,如图3-12。
图3-12加入牵引示意图
3.2.7在倒链④与倒链⑥吊出b汽机组管式冷油器过程中,放松倒链⑤直至撤掉,如图3-13。
图3-13倒换BC示意图
3.2.8撤掉b汽机组管式冷油器后面的倒链③,同时在倒链④与倒链⑥的吊装下缓慢下落汽机组管式冷油器,如图
3-14。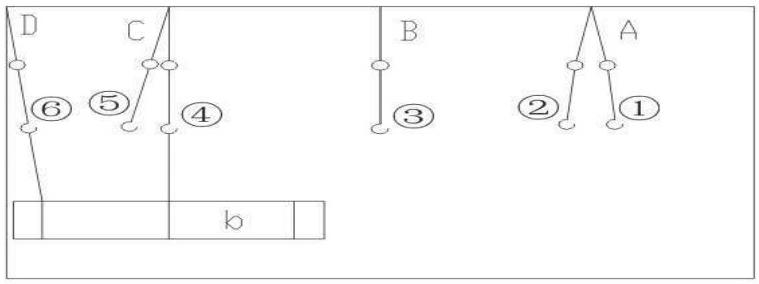
图3-14CD点承重示意图
3.2.9把b汽机组管式冷油器放在准备好的液压车上,平稳固定好后撤掉倒链运走,如图3-15。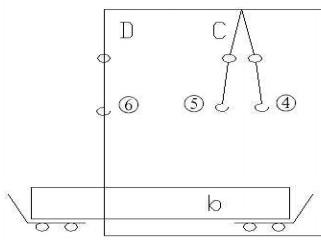
3.3作业设备、机具列表:
本次作业需用到的起重机具汇总如下表2:
序号名称规格数量备注
1倒链5t、3m2台
2倒链2t、3m2台
3倒链1t、3m2台
4φ15钢丝绳6*37*DI5、2m6根
5φ19钢丝绳6*37*D19、2m2根
6吊索2t、2m4条
7卸卡3t4个
8卸卡2t4个
9液压车1.5吨2台
10起重、搬运人员5人
表2作业机具表
4.管式冷油器安全技术措施及注意事项
4.1凡参加吊装的人员,均应经过培训,并熟悉了解方案,掌握吊装工艺要领和安全措施,并按方案要求进行实施。
4.2吊装作业前,对周围现场进行检查,设置明显的安全警戒线和警戒人员看护,清除安全隐患,确认无问题后,方可正式吊装。
4.3吊装现场人员必须戴安全帽,禁止作业区穿硬底鞋、拖鞋和酒后上岗。
4.4吊装过程中,禁止与吊装作业无关人员入内,施工人员不得在设备下面及受力索具附近停留;设备落地要轻缓,严禁冲击性着地。
4.5施工过程中,施工人员必须具体分工,明确职责,在整个吊装过程中,要切实遵守现场秩序,服从命令,听从指挥,不得擅自离开工作岗位。
4.6在吊装过程中有统一的指挥,以便各操作岗位动作协调一致。
4.7吊装时,整个现场由总指挥调配,各岗位分指挥应正确执行总指挥的命令,做到传递信号迅速准确,并对自己的分工范围负有责任。
4.8施工中凡参加登高作业人员必须经过身体检查合格,操作时均需佩戴安全带,并系在安全可靠的地方。
4.9挂钢丝绳时,应注意钢丝绳不能打折,所挂位置要牢靠、对称。
4.10重物吊起前必须先试吊,对吊挂点确认安全后方可起吊。
4.11试吊中检查全部机索具受力情况,检查调整索具,使提升索具受力一致,设备起吊后保持水平;发现问题应先将设备放回地面,故障排除后重新试吊,确认一切正常方可正式吊装。
4.12吊装设备时在设备上捆绑吊装,应用门吊装带进行,或在绳索上套防护品。
4.13设备提升时,应平稳,避免振动或摆动,在设备就位固定前严禁解开吊装索具。
4.14在吊装过程中,如因故中断,则必须立即采取措施进行处理,不得使设备悬空时间过长,更不得悬空过夜。
4.15一旦起吊发生事故时,应严格保持现场秩序,并做好记录,以便分析原因.
5.保证汽机组管式冷油器更换顺利、保证检修工期不发生延期的建议
为防止汽机组管式冷油器更换过程中发生不安全情况、损坏设备事件和耽误工期事件,建议在整个更换过程中,由业起重人员统一进行指挥,职安全人员监督到位,严格遵守各项操作规程,按部就班完成每一步的吊装工作。