

- 暂时还没有文章
大气式除氧器填料层改进结构说明
在大型电站凝汽式汽轮机组大气式除氧器调试和运行中,经常发生填料层被冲坏,大气式除氧器出水含氧量达不
到要求的情况,针对此种情况,我们通过理论分析和大量实验之后,将不锈钢丝网式填料层改为块状填料层,从而
使大气式除氧器填料层不再被冲坏,大气式除氧器出水含氧量达到设备标定除氧值的要求。
大气式除氧器是一种新型热力除氧装置,具有除氧效果好,工况适应性强,稳定性好,热效率高等特点,现已得到广泛应用。它主要由一级除氧装置和二级除氧装置组成。
1、
问题的提出
为热电厂生产的1080t/h高压旋膜除氧器,投人运行后效果一直良好,但在2001年5月由于不锈钢丝网填料层被冲出一个约600mm的洞,形成短流,致使大气式除氧器除氧效果达不到要求。
500t/h高压旋膜除氧器,在2004年2月调试时,由于除氧头在运输中及安装时处置不当,使钢丝网填料层出现一个约200mm的洞,造成除氧头内水流短路直接流入水箱,大气式除氧器的出水含氧量不合格。
2、理论分析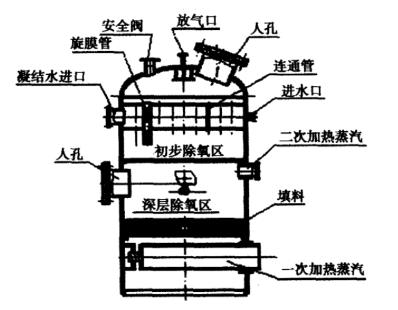
2.1大气式除氧器结构大气式除氧器结构见图1
2.2一级除氧装置工作原理
一级除氧装置主要由旋膜喷管、连通管与上、下二层管板组焊而成的水室。进水进人水室后经旋膜喷管上的进水小孔射人喷管内壁,沿内壁高速旋转而下,在管内形成一层薄水膜,到达旋膜管出口时,
由于离心力的作用,形成薄水膜裙,蒸汽从管中自下而上流过,进行传热传质,将水加热到工作压力下的饱和温度。许多杂志上关于大气式除氧器的文章认为此阶段水中溶解氧的90%以上在这里被分离,但从除氧器实际运行工况来看,一旦填料层被冲出一个大洞,大气式除氧器进水含氧量为30ug/L,出水含氧量基本上也是30ug/L,说明在此阶段除氧量是很小的。这主要是因为在此阶段传热传质的时间很短,喷淋水的比表面积也很小,大气式除氧器进水只能加热到接近或等于饱和水温度,溶解于水中的气体分子未能获得足够的动能,从而克服液体表面张力从水中析出,才能达到除氧的目的。所以此阶段主要是进行传热传质将大气式除氧器进水加热到接近或等于饱和水温度,而不是进行热力除氧。
2.3二级除氧装工作原理
二级除氧装置即填料层装置,主要由支架、多孔板和不锈钢丝网组成。填料为1Cr18Ni9Ti不锈钢丝网,这种填料比表面积大,它大大增加了水的比表积,延长了水的流动路程,在此阶段水完全达到饱和温度。当一次加热蒸汽经填料层由下向上流动时,充分和水膜接触,水和蒸汽产生较大的扰动,通过此阶段除氧,能除去大部分不凝结气体,出水的含氧量能达到要求,这主要是因为在此阶段大气式除氧器的进水已达到饱和温度,水和一次蒸汽扰动剧烈,溶解于水中的气体分子获得了足够的动能,不锈钢丝网填料层大大增加水的比表面积,使水的表面积增大,液膜变薄,水中溶解气体析出阻力及路程缩短,同时由于水的流程增加,延长了水和一次蒸汽热交换及不凝结气体的析出时间。所以大气式除氧器热力除氧主要是在二级进行,因此不锈钢丝网填料层的作用就更为重要。
3、改进前填料层
3.1改进前填料层结构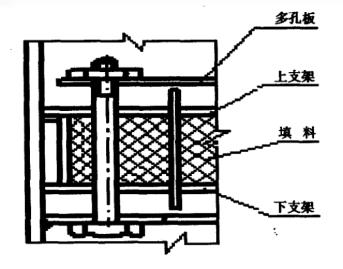
改进前填料层结构简图见图2
圈2填料层结构图
3.2改进前填料层存在问题
改进前填料是采用宽度为100mm左右的1Cr18Ni9Ti不锈钢丝网,不锈钢丝网水平铺放在上下支架之间,不锈钢丝网层与层之间采用十字交叉形式相互重叠。填料采用丝网状,铺放工序麻烦工作量大,安装效率很低,且不易放置均匀,运输运行时可能引起错位而影响除氧效果,特别是填料采用的不锈钢丝网宽度较小,造成不锈钢丝网填料之间接缝太多,如果各接缝之间挤压不实,运行中在除氧器进水和蒸汽的冲击之下,容易使缝隙加大,逐步形成大洞,使大气式除氧器失去除氧效果。
4、改进后填料层
4.1改进后填料层结构改进后填料层结构简图见图3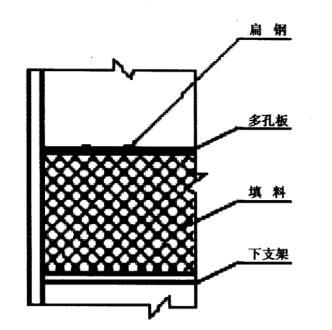
图3填料层新结构图
4.2改进后填料层结构特征
改进后填料层的材质仍为1Cr18Ni9Ti,但形状改为块状,整个填料层采用4~5块填料,这大大提高了安装效率,并且根据除氧头内壁形状制作填料,使填料与整个除氧头内壁紧密接触,各填料块之间接缝减少,接缝间隙接近为零,填料放置均匀,运输、运行时不可能引起错位而影响除氧效果。并且由于接缝与间隙减少,使填料层在运行中被冲坏的可能性降到低。
5、改进后的填料层实际应用
经过理论分析及做了大量实验之后,我们认为改进后填料块状结构是完全可行的,现已将此种结构应用到许多不同型号的大气式除氧器设计中,用户对目前已改进产品的运行情况反应良好。
经过理论分析与实际应用,我们认为大气式除氧器填料层结构由丝网状改为块状是完全可行的,此结构完全可以改变填料层被冲坏的现象。